

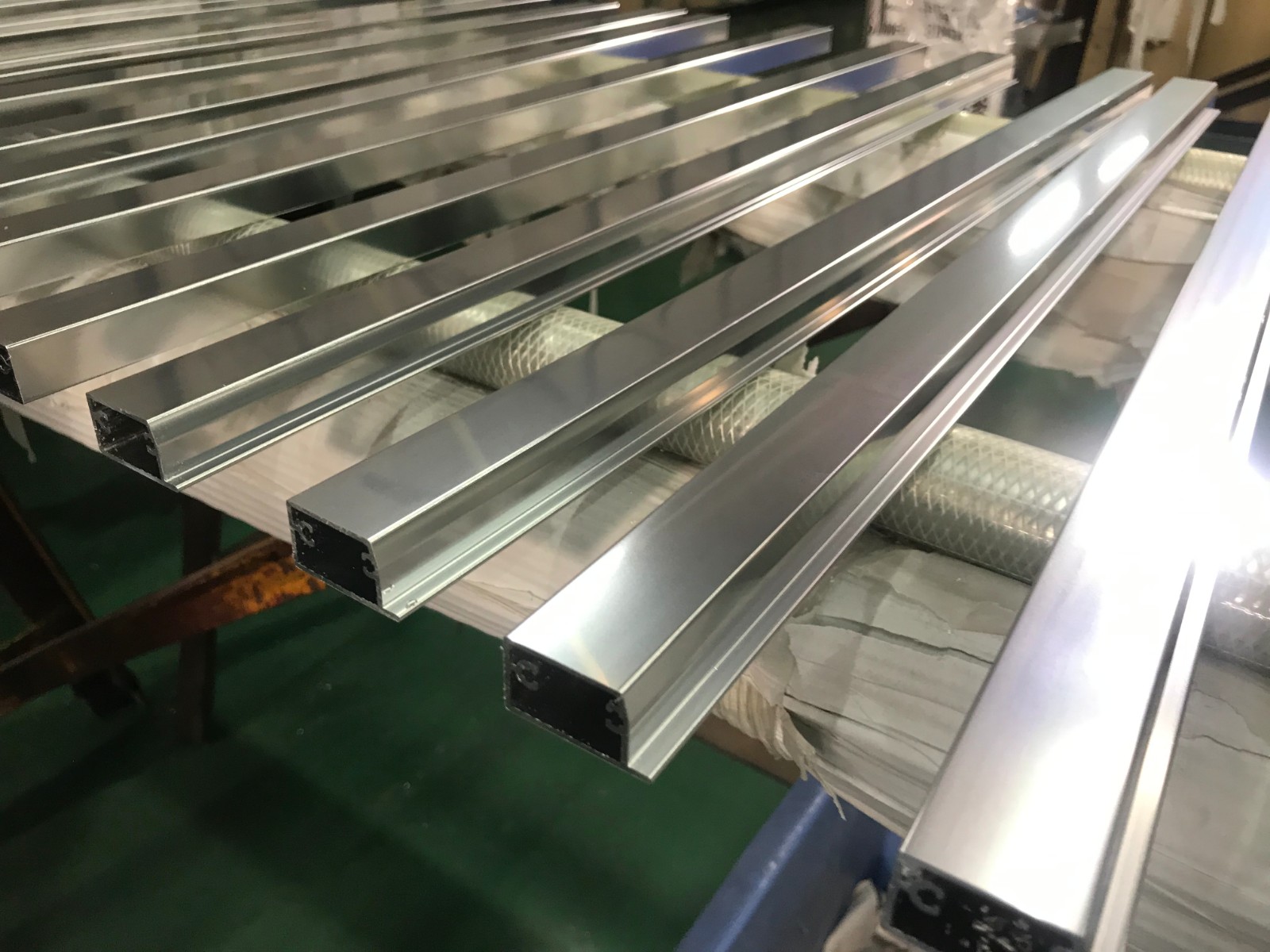
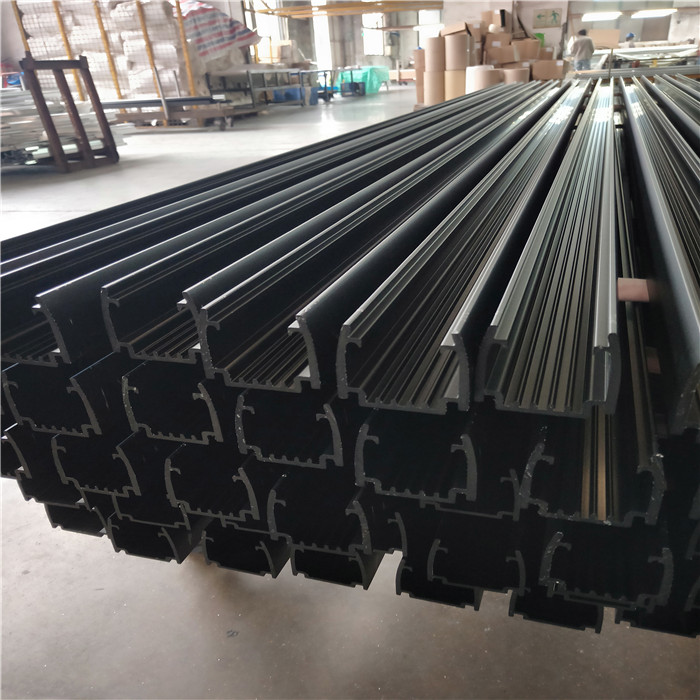
What causes the aluminum profile to become brittle?
All the time since the profile brittle is troubled by the normal operation of some profile companies factors, profile brittle whether from the appearance of the section or the identification of the doors and Windows assembly plant are more or less affected by the market share of these profile companies and user reputation.
Nanjing wardrobe door aluminum brittle basically in the products of the physical, mechanical properties have been fully reflected.
Its main characteristics are: when the feeding burst, cold burst.
There are many reasons for the poor physical and mechanical properties of profile products, mainly manifested as the following:
I. Unreasonable formula and mixing process
1. Too much packing
2. Type and quantity of impact modifier
3. Too much or too little stabilizer
4. Excessive amount of external lubricant
5, hot mix feeding sequence, temperature setting and curing time also have a decisive factor for the profile performance
Second, the extrusion process is unreasonable
1. Excessive or insufficient plasticization of materials
2. Insufficient nose pressure
3. Low molecular components in products are not discharged
4. Screw torque is too low
5. The traction speed does not match the extrusion speed
Third, the mold design is not reasonable
1. Unreasonable design of orifice die section, especially the distribution of inner reinforcement and the treatment of interface Angle.
This can lead to stress concentration and requires improvement in design and elimination of right and acute angles at the interface.
2. Insufficient die head pressure.
Pressure at die head is straight
Accept the compression ratio of the mold, especially the length of the straight section of the mold.
Die head compression ratio is too small or too short straight segment will cause the product is not compact, affecting the physical performance.
On the one hand, the flow resistance can be adjusted by changing the length of the straight section of the die.
On the other hand, different compression ratio can be selected to change the extrusion pressure in the mold design stage, but it must be noted that the compression ratio of the head should be compatible with the compression ratio of the extruder screw.
The melt pressure can also be changed by changing the formula, adjusting the extrusion process parameters and increasing the porous plate.
3. The performance degradation caused by poor confluence of shunt reinforcement should be solved by appropriately increasing the length of the reinforcement to the external surface and the confluence of the reinforcement or by increasing the compression ratio.
4, the mouth mold discharge is not uniform, resulting in the thickness of the profile wall is not consistent, or the density is not consistent.
This also results in the difference of mechanical properties between two sides of profiles, which is exactly proved by the fact that we sometimes pass the cold punching and fail at the same time.
As for the wall thin and other non - standard profiles here no longer say.
5. Cooling rate of the mold.
The cooling water temperature usually does not arouse enough attention. The function of cooling water is to timely cool and set the macromolecular chain of profile drawing to achieve the purpose of use.